服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼
针阀式长处就是浇口处非常美丽,但是实在发挥其针阀式效果的还要数时序针阀热流道。
1.经过控制浇口打开时刻,确保腔型填充顺畅及熔体活动平衡,消除熔接痕。
大型注塑件的注塑制造一般需求两个或多个热浇口才干注满。关于一般的热浇注系统,在打针开始时浇口便随之一同打开。这样的进胶方法不可防止地存在熔合缺点,即在两股熔料前锋集合时,因为两股熔体不能完全熔为一体,而构成熔合印迹,反应在制品表面上就是一般所说的熔接痕。尽管能够经过前进熔料温度、增大保压压力和调整注塑工艺参数等办法进行改善,但实践改善效果有限。
选用针阀式热流道技术来构建浇注系统,即可实现程序控制各阀浇口的打开和关闭,又可控制在榜首股熔体刚刚流过第二个阀浇口时,阀针打开,翻开第二个浇口,此时可根据需求打开或许关闭榜首浇口,一贯进行下去直到一切浇口都被翻开和型腔被充溢,使熔体完全熔合,得到无熔接痕制品。
2.运用该技术获得的制件产品不会有残留浇口痕迹,因此,可适用加工表面质量要求较高的注塑件。
有些时分运用阀浇口的原因是因为阀浇口在制件上的痕迹平滑,只相当于一个顶出销所留传的痕迹,所以它与匿伏式浇口和其他类型热流道端部痕迹比较要小得多。
3.更有用的控制保压和成型周期。
针阀式热流道能够运用较大直径的浇口,可使熔体在模腔中的活动加速,然后缩短制件成形周期,并能更好的保压。
4.有用减少制品的内应力,前进制件稳定性。热流道系统
如前所述,传统热浇注系统中两股熔体活动前锋集合后会构成熔接痕,其结果不单只影响制品外观,一同也容易在制件内部产生较大的剩下内应力。这种应力会集现象将会下降制品的强度。假如选用阀浇口控制技术控制熔体的进胶次第,能够有用防止熔体活动前锋的直接交汇,然后防止了应力会集现象的产生,进而前进了制件的稳定性。
此外,运用针阀式热嘴还可防止在开模时物料反吸及牵丝(拉丝)现象的出现。

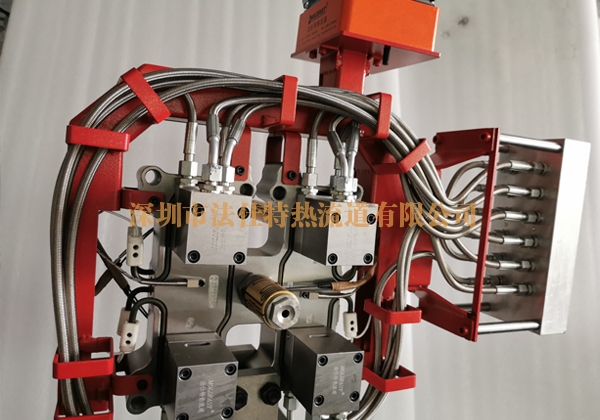
针阀式热流道的阀针运动可经过弹簧控制,也可运用气压或液压等控制,其结构方法多种多样。 关于汽车保险杠这样的大型注塑件,咱们一般选用时序针阀热流道。其稳定性较好,浇口的打开和关闭时刻控制也比较可靠。开放式热流道