服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼
热流道不能与嵌件成型技能,共打针成型技能和多组分打针成型技能分开。
因为流道的限制,壁厚的比率和焊接接头的问题,汽车保险杠等很多零件只能通过暖流道模具加工。
在注塑成型中,暖流道体系的作用越来越重要。
虽然暖流道和注塑模具是一个全体,但它们的功用和功用与模具本身彻底不同。
关于体系的独立单元,其安装,衔接和操作具有特别的高精度定位要求。
因为这些原因,暖流道体系的拼装是模具安装的瓶颈。
因而,防止暖流道体系安装中的错误,简化体系衔接并节约拼装时刻非常重要。
暖流道体系派生自暖流道体系。通常情况下,喷嘴并非总是安装在歧管上,或者或许错误地衔接到喷嘴的法兰上,但是此类体系需求一块固定的板才能保持体系的完整性。

关于大多数塑料加工进程,暖流道和模具之间存在温差,因为模具温度接近200°C。
假如将体系衔接至模板,则会升高温度并增加热量损失,并且歧管和喷嘴之间也或许存在死角。
何时需求暖流道要修补,必须将暖流道从模具中彻底取出。
因为喷嘴未衔接到歧管,因而必须在修理后彻底拆除并衔接电气和液压管线。
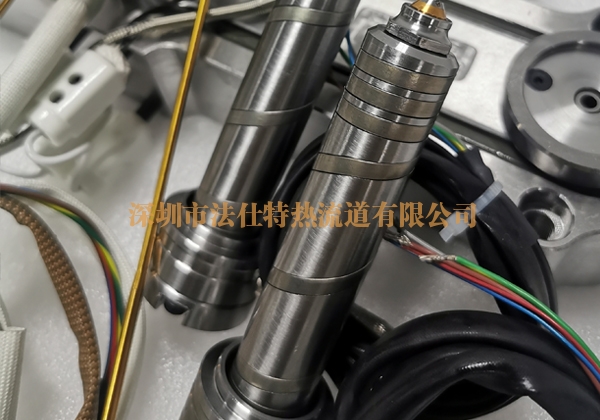
在组合式暖流道体系中,喷嘴和扩散器组成一个简略的单元。
熔体直接从扩散板流向喷嘴,因而不会产生误差和死角。
通过将带螺纹的喷嘴嵌入扩散板中,能够消除喷嘴和扩散板之间的泄漏。
传统的套管体系设计会产生热膨胀,该组合体系在消除此类泄漏方面特别有效。
组合的暖流道体系坐落模具的中心,与模具的衔接很少。
制造材料不需求高导热性,不需求对模具进行夹紧和预张紧。
这种最小的衔接供给了高精度和安稳的温度曲线,因而能耗远低于传统的暖流道体系。 针阀热流道
组合的暖流道体系能够直接从模具拼装液压回路。
由液压设备直接驱动的阀孔也能够直接安装在体系上,然后无需传统机器上的控制阀,然后使注塑成型更加灵敏。
此外,能够根据客户要求配置电气和液压回路。
因为在交给之前将对体系进行电气,温度,液压或气压测验,因而体系将预先安装该体系,以便能够轻松地将其安装在模具中并当即投入生产。
当模具或体系需求例行保护时,组合的暖流道体系也能够通过简略的过程从模具中取出,然后能够独立于模具进行修理和测验。一出二针阀热流道